一、前言
帶鋼
熱鍍鋅即在帶鋼表面熱鍍上5~50μm的鋅層,從而隔絕空氣與Fe基體的直接接觸,依靠電化學的“犧牲陽極”作用,防止Fe基腐蝕。鍍上鋅層后,由于鋅屬于活潑金屬,容易與空氣中的水分反應,從而生產“白銹”;在加工過程因鋅層偏軟,容易在受力的情況下發生脫落等情況。針對上述缺點,涂油處理和后處理應運而生,用于防止鋅層氧化,提高加工性能。
在20世紀7,80年代開始,含鉻的鈍化處理就開始應用于熱鍍鋅板上,在90年代開始各大公司陸續研制了各種無鉻后處理膜。跨入新世紀以來,名目繁多的后處理呈現出百花齊放的態勢,常規后處理方式有鈍化、耐指紋以及自潤滑;非常規的有自清潔、抗細菌和隔熱等,甚至可以根據客戶的需求進行定制。
湛江冷軋熱鍍鋅機組在2016年起陸續投產,在投產之初即開始試制各種后處理產品。這些后處理種類其共同的特點就是與環境親和,不含3價Cr、6價Cr以及其他有毒有害的重金屬元素。湛江熱鍍鋅后處理產品,可分為汽車用和非汽車用兩大類。
二、汽車用
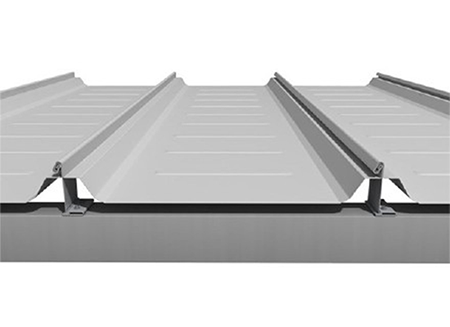
熱鍍鋅后處理產品——自潤滑處理
熱鍍鋅鋼板因其具有優越的耐腐蝕性能與表面質量,及良好的焊接性與涂裝性,成為中高檔乘用車鋼板的主流材料。由于鍍鋅層的特性,普通熱鍍鋅板在沖壓成形時,容易產生鋅層表面劃傷、粉化脫落、模具粘鋅現象,沖壓穩定性較差,影響沖壓件表面質量。故此為滿足國內外用戶需求,寶鋼在國內率先開發了無機固體自潤滑處理(T處理),該產品通過表面輥涂處理方式,在熱鍍鋅材料鋅層表面形成超薄的“無機自潤滑層”。
自潤滑T處理,根據熱鍍鋅基板的不同可分為GA-T和GI-T產品,但膜層基本相同。該自潤滑膜非常薄,約為10~20nm,其微觀形貌仍然為原熱鍍鋅鍍層的微觀形貌。其截面示意圖如下:
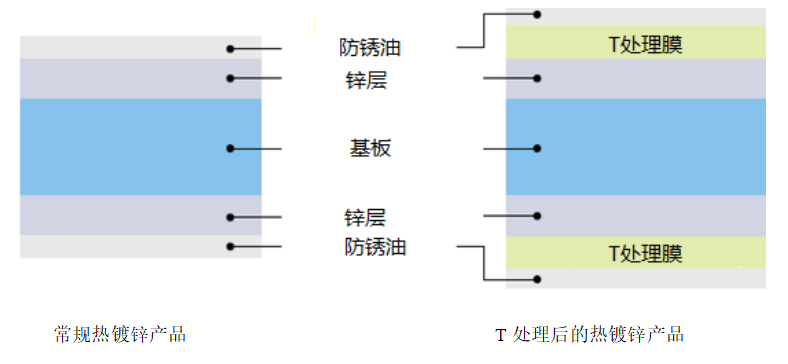
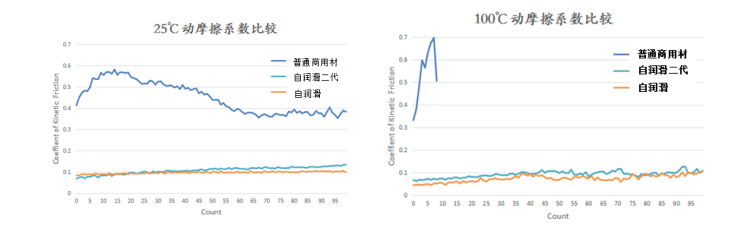
熱鍍鋅鋼板通過T處理可以降低表面的摩擦系數,穩定摩擦系數,從而減少汽車廠的模具清潔次數。(下列性能對比以GI-T為例)
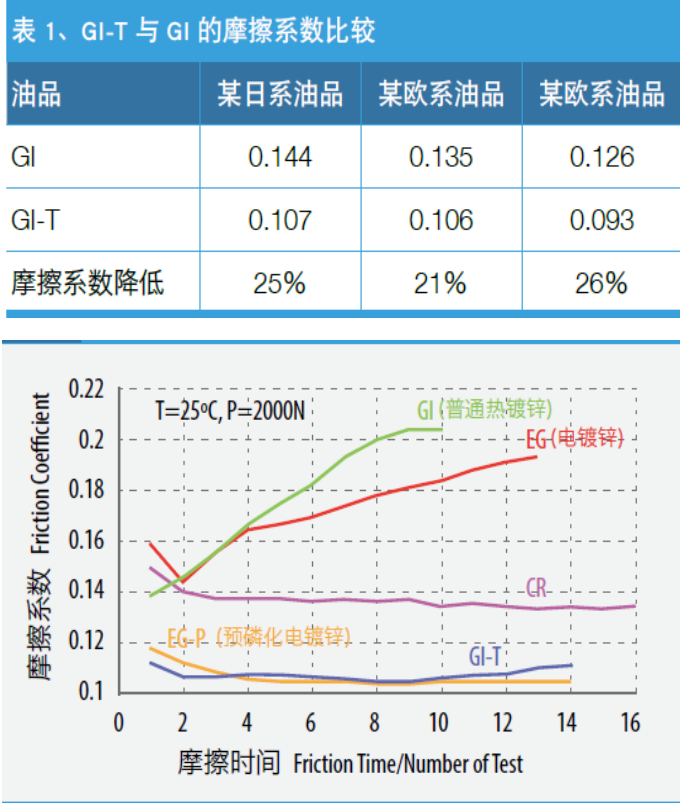
圖1摩擦系數的穩定性
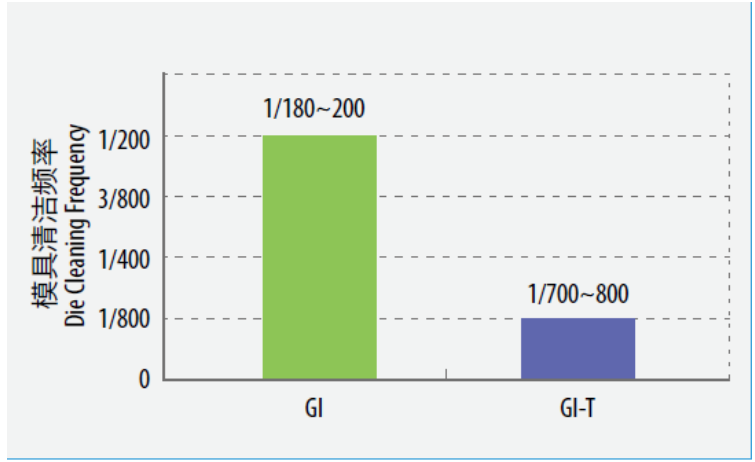
圖2某車廠沖壓側圍零件時清潔模具次數
三、非汽車用熱鍍鋅后處理產品
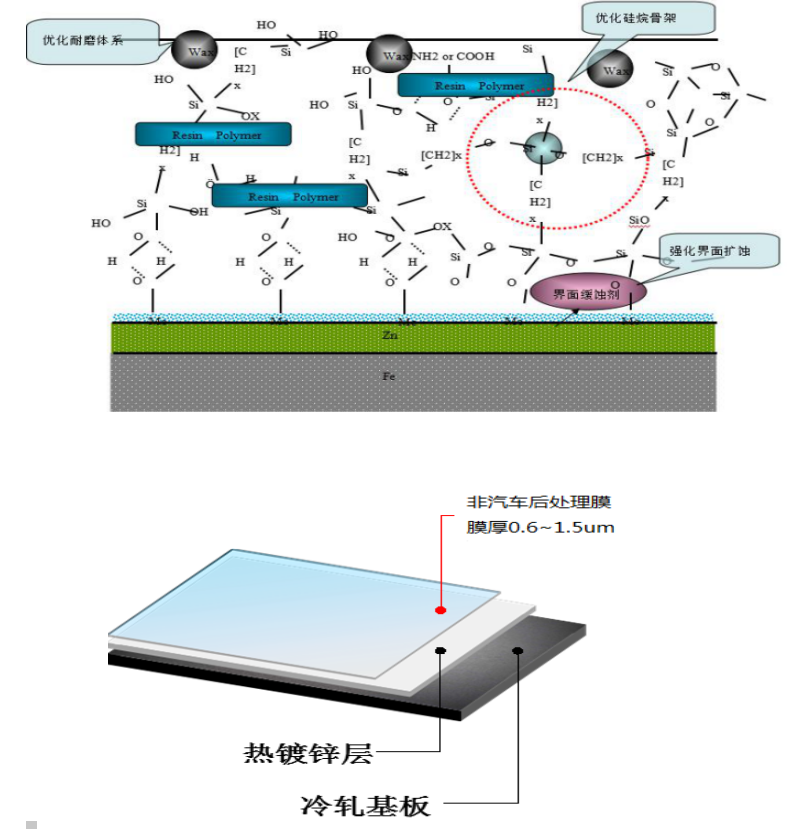
目前湛江冷軋能生產的產品有鈍化、耐指紋以及家電自潤滑三種,膜厚從0.6~1.5um不等,綠色環保,其結構皆以硅烷基來作為骨架,有機物作為主要填充物,加入性能改良物質如表面耐磨劑等改善所需的性能指標,膜結構圖和斷面示意圖如下:
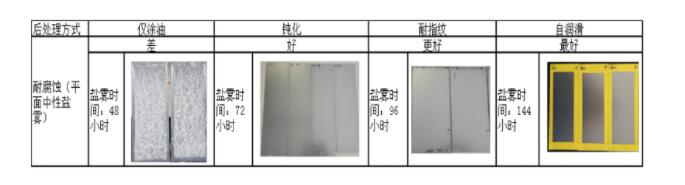
通過在鍍鋅層上增加后處理膜后,首先獲得了優異的耐腐蝕性能,其平板中性鹽霧試驗的對比結果如下表2所示:在實際的冷軋生產中還要通過杯突、劃叉、脫脂等多種鹽霧試驗從不同的使用條件下去來表征耐腐蝕效果,其趨勢與平板鹽霧一致。
表2耐腐蝕性能比較表
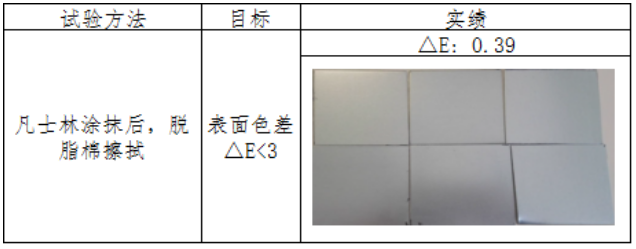
對比鈍化膜,耐指紋膜具備了更佳的耐腐蝕性能,還具備良好的耐指紋能力。
表3耐指紋性能(耐指紋后處理)
對比耐指紋和鈍化,自潤滑膜在強化耐腐蝕性之外,還能顯著降低摩擦系數,便于后續加工處理。其摩擦系數的下降對比如下所示:
故此自潤滑處理后,帶鋼沖壓潤滑性能優秀,沖壓拉伸面不易變黑,適合無油沖壓,減少了清洗等環節,與常規鈍化、耐指紋處理的材料相比,能消除材料的沖壓不良現象,如下圖所示。

經過三年多的發展,湛江冷軋熱鍍鋅后處理產品已經實現全規格(厚度0.3~2.3mm,寬度700~1850mm)和全品種的生產,滿足了市場的需求。
文章來源:寶鋼慧創社區